


30
2024
-
12
一字形釬頭的改進
目前,在巖石巷道掘進中,盡管釬頭的形狀很多,分別滿足各種巖石的掘進,但由于鑲嵌硬質合金片的一字形釬頭結構簡單、鑿巖速度快、制造和修磨都較方便,已成為鑿巖過程中應用最廣的釬頭之一。

目前,在巖石巷道掘進中,盡管釬頭的形狀很多,分別滿足各種巖石的掘進,但由于鑲嵌硬質合金片的一字形釬頭結構簡單、鑿巖速度快、制造和修磨都較方便,已成為鑿巖過程中應用最廣的釬頭之一。
為了設法提高一字形釬頭的鑿巖速度,延長每個釬頭修磨一次后的使用壽命,降低釬頭制造費用和鉆眼成本,并使它能順利地在各種性質的巖石上進行鑿巖,因此對釬頭進行研究和改造是非常必要的。
在前一階段推廣優選法時,我們根據刀具優選原理對一字形釬頭的改進做了大膽設想,并組成三結合試驗小組,經過反復試驗,初步取得了可喜的成績。
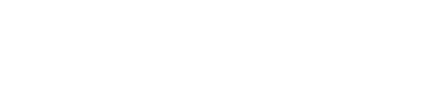
首先我們把一字形釬頭容易磨損的兩個角磨成斜刃(圖1),然后與未磨成斜刃的釬頭進行對比試驗,觀察其耐磨性。試驗結果表明,磨有斜刃的釬頭比不磨斜刃的釬頭使用壽命提高一倍以上,另外在鑿巖效率、夾釬、定眼心等方面也有好轉。
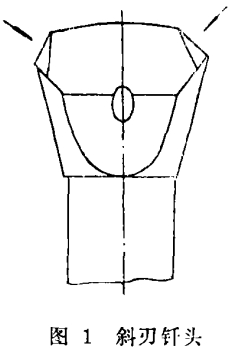
我們接著進一步按“群鉆”原則,根據在麻花鉆頭刃面上磨出幾條分屑槽就能使壽命和工效都得到提高的道理,也在一字形釬頭上進行了試驗。先在每側刃面上各磨出三條小圓槽,再把原來最容易磨損的兩個角傾斜磨掉,在主刃鋒的兩頭就形成了四條斜刃(圖2),這樣就把一字形釬頭的一條長刃,變成了九條短刃,并使其刃鋒總長度增加了70%。
然后,我們就把改制后的九刃釬頭與未改制的同型號同直徑的一字形釬頭,在同一個工作面(f=8的石灰巖)進行多次對比試驗,現將其優點和試驗情況分述于下:
一、延長釬頭使用壽命
鑿巖時釬頭刃鋒,一方面破碎巖石,另一方面不斷地受到磨損。刃鋒的磨損會使鑿刃變鈍,逐漸失去鑿巖能力。而且,在刃鋒各段上的磨損程度是很不均勻的,越靠近刃鋒中心部分磨損越少,越靠近刃鋒邊緣部分磨損越多。釬頭轉動一圈,就單位刃長上所擔負的破碎面積來說,從刃心向邊緣,由少到多。多者可為少者數倍。
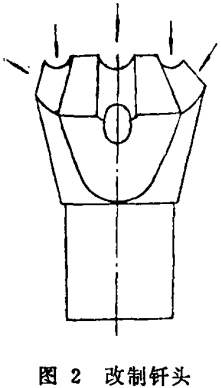
此外,刃鋒最邊緣的一點不但正面磨損,而且側面也磨損。因為刃鋒邊緣上的這個點只能切割和破碎正面巖石,而不能承受切割、剪切側面巖石時產生的擠壓力或沖擊力,更不能抵抗側面巖石對它摩擦的力量(圖3)。這是使刃鋒邊緣部分磨損最快的主要因素。
對一字形釬頭進行改制,預先用砂輪把刃鋒邊緣最容易磨損的那一部分磨成兩條斜刃,這兩條斜刃就其長度而言是被磨去刃長部分的四倍左右,這就使單位刃長所承擔的破碎面積減小,并使邊緣刃鋒所受到的磨損也大大減少。
斜刃作用在巖石上的沖擊力,使側面巖石受到擠壓而產生彈性變形。當沖擊力與巖石的反力及摩擦力達到平衡時,側面巖石由于受到沖擊而傾斜地向著外側擠壓破碎,這就減小了側面巖石對斜刃部分的摩擦力,從而有效地保護了刃角(圖4)。

斜刃的位置是在主刃鋒的兩端,分別向兩角分開,它不但與主刃鋒形成立體關系,而且每沖擊一次,斜刃切入巖石的深度只是主刃鋒切入巖石深度的70%,釬頭的刃數越多,每單位刃長承擔的沖擊力和摩擦力也就越小,因此減少了刃角磨損,也相應地減少了更換釬頭的次數和輔助工時,延長了釬頭使用壽命。
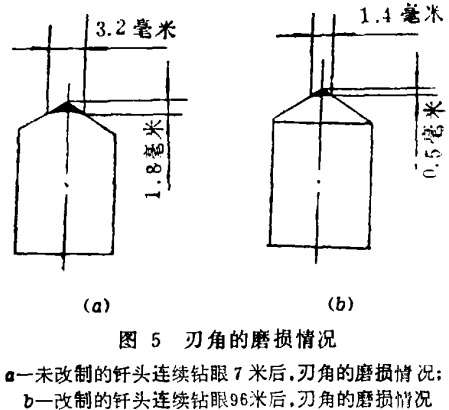
從試驗和現場使用結果來看,改制的一字形釬頭修磨一次后鑿巖總長度要比未經改制的提高10倍以上。兩者磨損情況見圖5。
二、提高鑿巖效率
釬頭的形狀對鑿巖速度有決定性的作用。
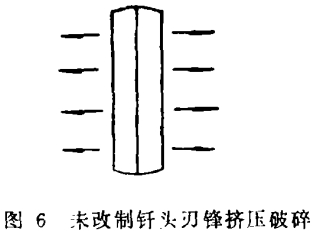
未改制的一字形釬頭,每沖擊一次在巖石上只能鑿出一條線的痕跡,刃面只能使巖石向刃鋒兩側擠壓破碎(圖6)。
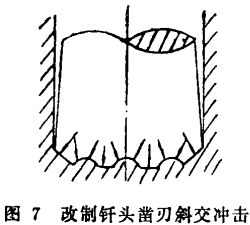
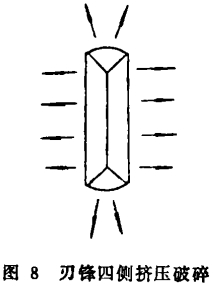
改制后的一字形釬頭,每沖擊一次在巖石上可同時鑿出九條線的痕跡,九個鑿刃又是在向著不同角度和方向斜交沖擊的(圖7),這種斜交沖擊是非常有利于破碎巖石的,刃面可使巖石向刃鋒四側擠壓破碎(圖8),而且刃鋒是相互交錯地呈立體形狀排列,鑿刃對巖石的沖擊方向各不相同,這就形成鑿痕交錯、起伏不平的眼底。在相同的沖擊力之下,每沖擊一次釬頭鑿入巖石的部分,剪切或震碎巖石的體積都比未改制的一字形釬頭要多,巖石也易破碎,巖粉顆粒也較均勻且同圓心不等半徑的各個部分受力平衡,這是提高鑿巖效率的主要因素。
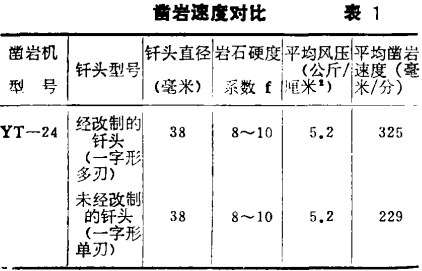
經多次試驗和生產使用,在同類巖石、同風壓、同臺鑿巖機、同釬桿、同直徑釬頭的情況下,改制的釬頭比未改制的平均鑿眼效率提高40%以上(表1)。
三、起導向、定心作用
雖然釬頭形狀繁多,但通常由于回轉時釬頭中心不能夠總是保持和鉆孔中心重合,因此鑿出來的鉆孔不是彎曲就是孔形不圓,從而影響了鑿眼效率和爆破效果。
由于改制后的一字形釬頭鑿出來的眼底是呈截頭圓錐形,這就對釬頭起到了一個導向作用,使炮眼形狀更接近于圓形。
四、減少卡釬、崩刃故障
在較堅硬和有裂隙的巖石上鑿巖時,一字形釬頭與巖石的接觸呈一條略帶弧度的曲線,所以刃角最容易被卡住或將其崩掉。而改制后的釬頭在眼底由于是體接觸,所以接觸面積大,刃角就不易卡住和崩掉。
1976年6月,我們在一條石灰巖巷道里掘進時,先用未經改制的一字形釬頭打眼(兩臺鉆同時作業),一小班就崩十幾個釬頭,第二天改用經改制的釬頭結果一個也未崩。
五、排粉、吹洗效果良好
改制后的釬頭由于在刃鋒兩側共有六條小槽,斜刃中心的兩條小槽恰好與兩側水眼貫通。這樣由釬桿送出來的水或風就能很容易地順著兩側的小槽向外吹洗,使巖粉通暢地向外排除。該釬頭自使用以來,除其它原因外,還沒發現釬頭水眼被堵塞的現象。
六、修復和磨刃容易
一字形釬頭盡管在加工制造方面容易,成本也低,但靠近刃鋒邊緣的兩個角磨損非常快,釬頭的平均使用壽命很短,有時刃角的磨損寬度達3~5毫米,深度達1.5~3毫米(圖5a)。在這種嚴重磨損情況下,如果再把它修復到接近原來的形狀,起碼得把兩個角的刃鋒重新磨出來。這樣,靠近刃角的外側被巖石磨下去多少,就得用砂輪把刃中心部分的硬質合金磨下去多少。盡管一字形釬頭修磨方法容易掌握,但要靠手工磨去那么大兩片硬質合金,磨削量太大,磨削時間也長,這樣不但砂輪本身磨損快,操作人員也太吃力,加上缺乏專用的檢驗量具,釬刃的幾何形狀難于保證,不是把曲率半徑越磨越小,就是把刃鋒角度越磨越大,這是修復一字形釬頭時普遍存在的一個問題。使用這種修磨不合格的釬頭就會延長打眼時間,降低鑿巖效率。
雖然改制后的一字形釬頭,外表形狀很復雜,上面有許多槽、刃、面,但比未改制釬頭的修磨要容易得多。這是因為改制后的釬頭經較長時間的使用,刃角磨損痕跡的寬度和深度也僅在一毫米左右(圖5b),因此修復時磨削量小。但由于斜刃部分單位刃長所承擔的破碎面積比中心部分要大,所以靠近刃鋒邊緣的四個斜刃部分仍要比刃鋒中心部分先磨損。在這種情況下,改制釬頭修磨時只磨邊緣部分的刃鋒,中心未被磨損的刃鋒可不修磨。
也許會懷疑,用這種修磨方法會使刃角部分越磨越低(圖9)。但實驗證明,邊緣刃角越低,刃鋒中心就越突出,在一定范圍內就會形成一種超前刃多刃釬頭。
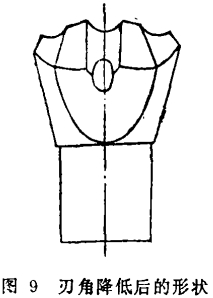
據國外對超前刃釬頭的研究表明,超前眼底的邊緣部分的巖石是極容易破碎的,在合理的超前范圍內,它比同直徑不超前的釬頭能提高鑿巖速度10~13%。
七、改制方法簡便
一字形釬頭的改制一般用普通砂輪就可完成。先利用砂輪正面把兩個刃角磨掉,再利用砂輪的兩個棱角分別在兩個刃面磨出六條小槽,中間的兩條槽頂部一定要在釬刃的中心,而下部要與水孔貫通,邊上的四條槽的外側分別與四個斜刃相交。采用這種改制方法改制時間少,方法簡便,見效快,立即可用到生產中去。
改制和修磨時須注意的是不可選用粒度太粗的砂輪,否則刃面上會留下很深的條痕,使合金片在鑿巖時破裂。磨削時不可使釬頭溫度過高,更不可浸入水中冷卻,這樣會使合金片產生裂紋。
八、節約硬質合金
盡管一般都采用鑲嵌硬質合金片的活動釬頭,但對鑿巖成本仍有所影響。而且一個硬質合金釬頭的平均鑿巖長度是有一定限度的。如果改制釬頭,使平均鑿巖長度提高則可減少硬質合金的消耗。
從上述對比試驗來看,改制后的一字形釬頭使用效果是良好的。因此我們在一個掘進隊進行推廣使用,表2為該隊1976年2月份以來釬頭月耗量統計。
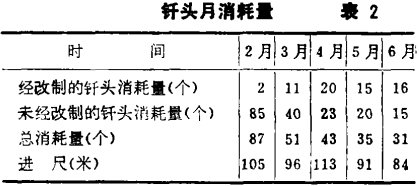
實踐證明,使用改制的釬頭降低了釬頭消耗量,因此這是加快掘進速度、降低鉆眼成本的一條新路子。
當然,我們對一字形釬頭的改制僅是開始,對它的認識還很不夠。我們曾試驗過三刃、五刃、七刃、九刃、十五刃、五刃凹弧形多種形式的釬頭,釬頭性能都有不同程度的改善。也曾把十字形釬頭磨成十六刃的進行試驗,效果也顯著。我們暫把一字形釬頭改制成九刃形,但至于斜角度數、圓弧深度、圓槽半徑、小槽寬度等各種參數還有待于繼續研究和試驗。
銅川礦務局金華山煤礦

上一篇
下一篇
上一篇
下一篇
相關資訊
2025-01-10
2025-01-03
2024-12-30
2024-12-20
2024-12-13
2024-12-06







